






SiOmaster
3D Printing resin for spin casting masters
Best suited for
- SioCast rubber mold masters
- Spincast rubber mold masters
From €38.00
Upgrade Your Miniature Casting
Reusable Masters
SiOmaster makes reusable masters that hold up from around 80°C to 180°C, cutting down on reprints. Lower temperatures let a master run through many vulcanization cycles; near 180°C the stress is far higher. Its flexibility and thermal stability allow easy demolding without heat deformation.

Precise and Detailed Masters
This 3D printing resin for captures intricate designs with excellent detail, ensuring your miniature models mold perfectly every time.
Skip the Metal Master
SiOmaster lets you print directly and move straight to mold-making, eliminating the costly and time-consuming step of creating a metal master. This speeds up your workflow and makes design iterations quick and affordable.



SiOmaster: Regular Masters vs SiOmaster Masters
| Regular Masters | SiOMaster Resin Masters | ABS-Like Resin Masters | High-Temp Resin Masters | |
|---|---|---|---|---|
| Survives Silicone Mold Vulcanization | Deforms or fails | Withstands mold vulcanization without deforming | Deforms at high heat | Cracks under press pressure |
| Dimensional Accuracy | Warps over cycles | Stable and precise | Distorts under heat | Accurate but brittle |
| Reuse Capability | Single-use often | Multiple vulcanization cycles | Warps after a cycle | Limited, prone to cracking |
| Detail Reproduction | Loses fidelity | Retains tiny details | Details lose sharpness | Fine details chip off |

Step 1: Design Your Master
Start by crafting your miniature model in any 3D design software - no need to stress over hand-sculpting every detail. SiOmaster resin supports intricate designs, ensuring your vision translates perfectly to the print.
Step 2: 3D Print With SiOmaster
Use SiOmaster resin to 3D print detailed miniatures with low shrinkage and high precision on most resin printers. It resists cracking, making it perfect for creating reliable masters for molding without reprints. Its flexibility and durability let you remove prints from molds without breaking.
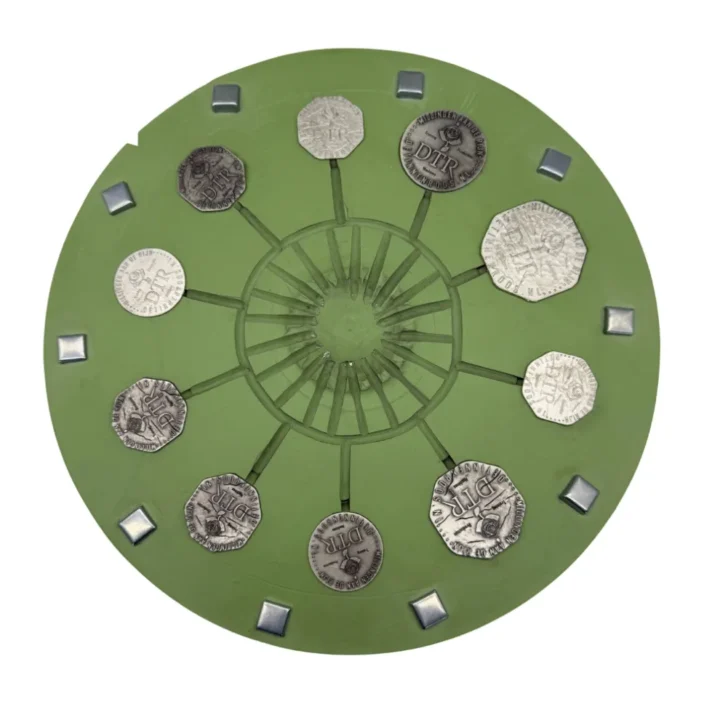
Step 3: Prepare Spin Casting Mold
Take your SiOmaster-printed master and use it to prepare SiOCAST or spin cast high-temp vulcanization silicone molds, withstanding 80°C-180°C without warping. SiOmaster resin for silicone molds ensures dimensional accuracy, producing reusable mold masters that hold up through multiple vulcanization cycles.
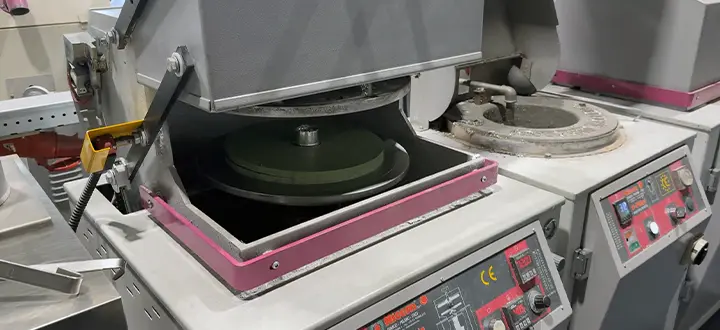
Step 4: Cast Miniatures With Spin Casting
Load your vulcanized silicone rubber mold into a spin casting machine and cast your miniatures with metal or plastic. This 3D printing resin for mold making saves you from remaking masters, and gives you the opportunity to cut costs and speed up production. When you need a new mold, simply reuse the masters.
Flawless Masters with SioMaster Resin in 4 Steps!



Frequently asked questions
Does SiOmaster work with my 3D printer?
Yes, SiOmaster works with most LCD and DLP printers using 385-420nm light. Print models solid, do not hollow. Support columns 1-2mm, tips 0.2-0.6mm. Settings: ameralabs.com/3d-printing-settings
Does SiOmaster survive vulcanization?
Yes, SiOmaster is engineered for silicone vulcanization up to 180°C and survives multiple cycles without breaking or deforming.
How many molds can I make from one SiOmaster print?
Several, depending on complexity and conditions. Use release agent to prevent sticking and extend master life.
Is SiOmaster flexible enough to demold?
Yes, enough flexibility to release from cured silicone without breaking, but stiff enough to maintain geometry during vulcanization.
Do fine details transfer to the silicone mold?
Yes, SiOmaster captures and transfers fine textures, hair, and sharp edges. Remove support marks carefully – silicone captures every defect too.
Does SiOmaster shrink?
No, low shrinkage and dimensional stability through vulcanization. Digital file to final cast stays accurate.
Can I wash SiOmaster prints with water?
No, use IPA only. Wash station: 12 minutes. Maximum: 40 minutes total. Post-cure immediately after cleaning and drying.


