Updated on May 16, 2019
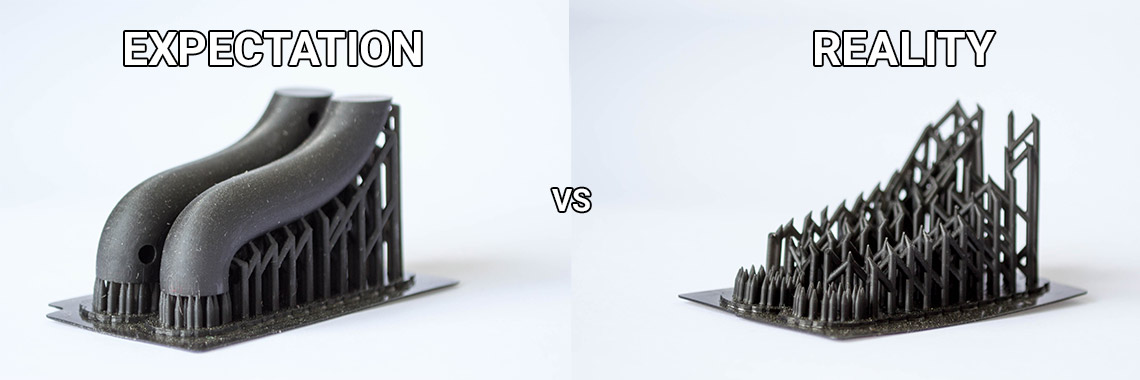
We have noticed one standard issue for most beginners of “bottom-up” style SLA 3D printing. That is when you get only supports on the build plate after resin 3D printing instead of the intended object. In this article we will cover this very frequent issue of SLA 3D printing. This problem is more common to beginners but is also not uncommon for more experienced 3D printing users.
Resulting desperation and frustration might send a nice resin 3D printer into the trash bin. However, by understanding underlying reasons of this phenomena one can easily adapt simple techniques and get rid of this issue. So, let’s discuss this in more detail.
Why do you need supports in resin 3D printing?
Before diving into this subject, we would like to discuss why we use supports in UV resin 3D printing in the first place. There are some subtle aspects here and it is worth understanding them. These are not all of them, but we listed most important ones based on our learnings.
- Overhangs. It is obvious that you need to support overhanging structures. That is quite common to most 3D printing technologies, not only to SLA.
- Proper geometries at the bottom. It is quite common to over cure initial layers of 3D printed object to have better adhesion to build plate. However, this would result in visible layer lines and thicker sections at the bottom due to increased exposure time. To compensate this, object tends to be placed on attachment layer and supports.
- Preserving uniform cross-sectional area when using orientations. It is important to preserve a uniform transition of the cross-sectional area of layers. That will help avoid visible layer lines. To achieve this, you use various orientations. Usually, when using those orientations, you need supports to hold the object in place.
- Obtaining proper dimensions. Most popular bottom-up style printers like Anycubic Photon, Phrozen, Elegoo Mars 3 have FEP or PDMS resin tray. After each layer is cured separation forces from FEP or PDMS put high stress on a printed object. That can result is various deformations, incorrect dimensions, glitches etc. By supporting more sensitive spots of the object you could reduce the likelihood of failures.
So, when you take all factors in you might end up with a bunch of supports all around the object.
Potential risks and problems
With previously mentioned techniques of resin 3D printing where one places entire object on supports also comes the risk of potential failures. Apart from many parameters related to individual support, the key parameter usually is its tip diameter.
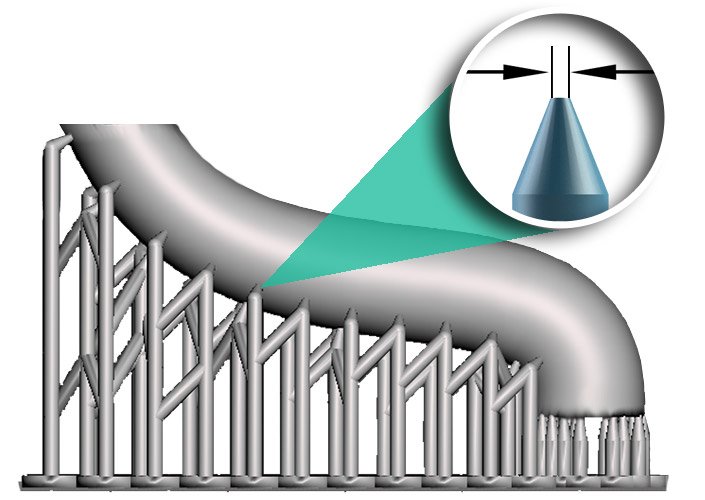
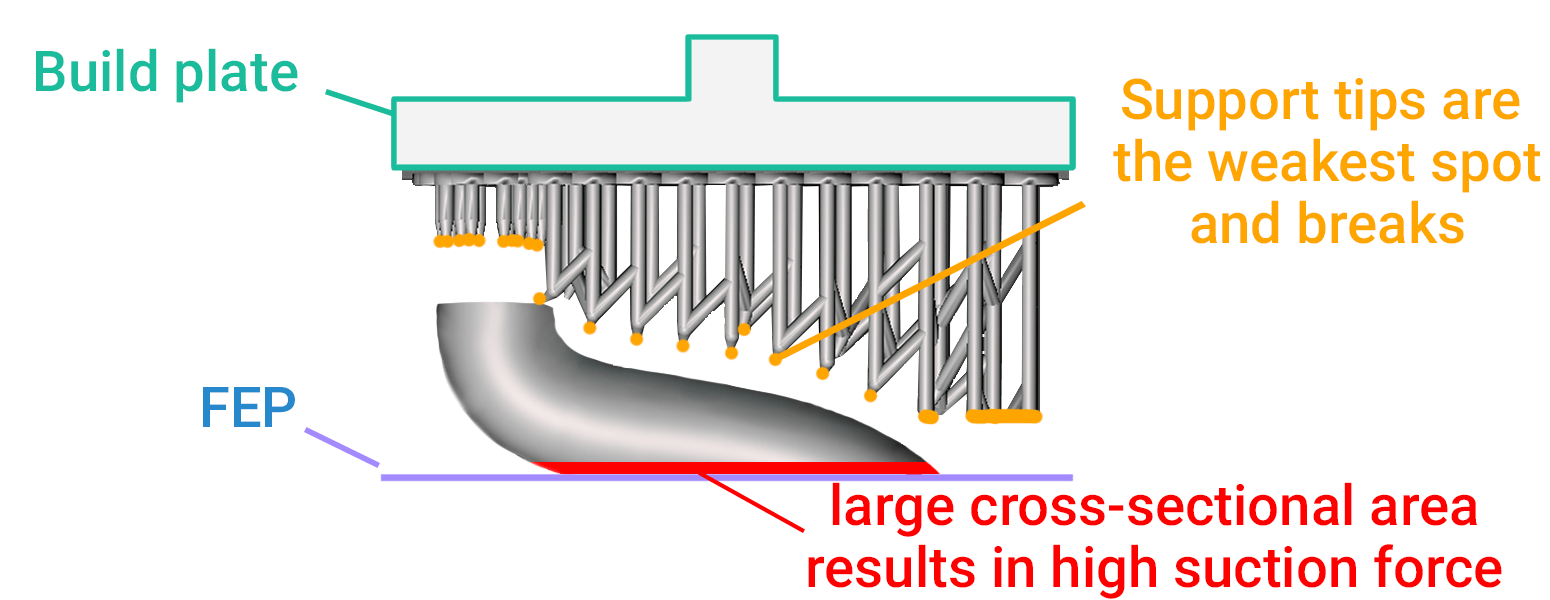
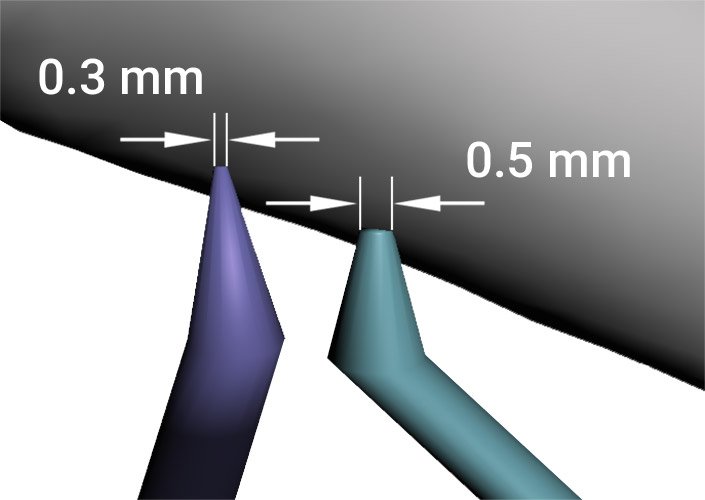
Smaller tip diameter (typically less than 0.3 mm) enables easier removal of supports and leaves less marks on the surface, but is also weaker. On the contrary, thicker support tips (typically larger than 0.4‑0.5 mm) are stronger but leave more visible marks after removal. Support tip weakness usually comes from the fundamental bottom-up resin 3D printing action, i.e. newly printed layer peeling action from FEP film. Emerging forces during that peeling motion are really high. They greatly depend on cross-sectional area of newly “cooked” layer: the larger the area, the higher peeling forces.
And here comes the key moment. If during printing of an object layer peeling forces from FEP become way higher than forces holding an object on its supports, you have a failure. Keep in mind that quite often our 3D printing sessions can consist of thousands of individual layers and each of them puts some stress on all previously printed layers. See image.
That is what we want to avoid. Let’s get into some possible solutions.
6 key principles of resin 3D printing supports that work
Based on previously mentioned reasons for this issue, it is natural to come up with possible ways to solve this problem. One can think that increasing density of supports or tip diameter will always help to avoid failures. That is partially correct, but answer is not that simple.
It is also worth mentioning that most people choose their own way based on past experience and personal preferences. There is no universal or correct way here. Every 3D print is somewhat unique and requires careful planning in order to get high success rate. Therefore, we will also share our own experience and guidelines that could be used. However, these also should be filtered out and adapted to different situations. Let’s look at solutions from various point of views.
1. Thicker support tips
We usually recommend thicker support tips, i.e. around 0.4–0.5 mm on average, over thinner ones (typically referred as 0.2-0.3 mm). Based on our experience, if one wants to print fast with high lift speeds (sometimes caller vroom 3D printing), supports with thicker tips are a safer way to go. Uncle Jessy covered Vroom printing in this video Vroom – Faster Resin 3D Printing – How To. That does not necessarily mean that you should place just a couple of thicker supports and be done with it. We learned that resin 3D printing demands a lot of supports in order to get exceptional success rate and outstanding quality. Thus, you must tune support tips with density.
Moreover, the bigger and heavier the print, the thicker and denser supports you will need. This is especially important to consider with large resin printers like Phrozen Mega 8K.
Nevertheless, some situations still require very thin support tips. These typically are extremely intricate overhangs of models. In those situations, you have no other options. Still have a look at other strategies below and try to incorporate those in such situations to increase your chances of success.
2. High/Medium density of supports
If you use supports, you will always have visible surface marks. So why not use more supports then? If your plan is to get smooth surface, sanding will be necessary. Therefore, by adding additional supports you will not add so much of sanding work for yourself, but your success rate increase can be dramatical. Also, you can plan your orientation that surface with least importance gets heavily supported. This way you might get away with fantastic success rate and zero post-processing efforts. But remember that with increased density you will also increase consumption of material and removal of supports might sometimes be tricky.
3. Use software wisely
Quality of supports greatly depends on your chosen software package. Such programs like Meshmixer, Chitubox, Lychee or Voxeldance Tango allows you to modify almost all parameters of supports. By trying various configuration options and running experiments you can easily find a way that works best for your setup. Remember, that you do not have to stick to original 3D printing software provided by equipment manufacturer. You can import your STL to other software packages, add supports, export that updated STL file and use that on software that runs your machine.
One critical point here. Never fully rely on automatic support generation! Almost all such functions are not perfect and can be used as a starting point, but further analysis and manual adjustment must be done. This is extremely important.
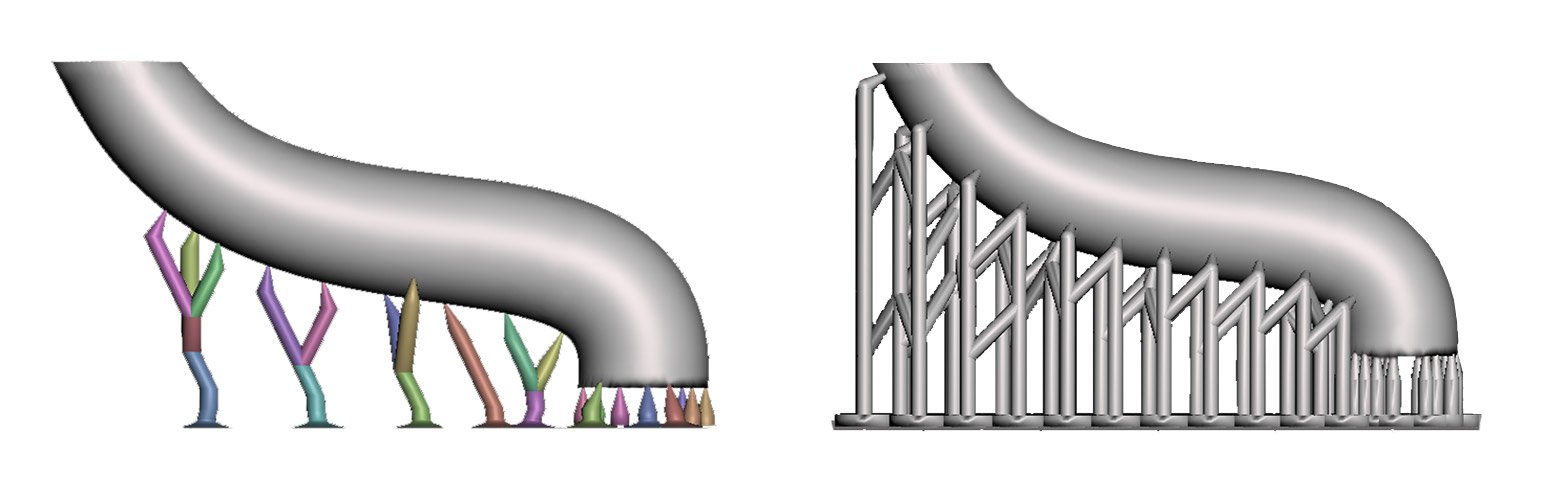
4. Interconnected supports
People often overlook this feature. If you use some third party software, keep an eye on those that allow you to bridge supports together instead of placing them individually.
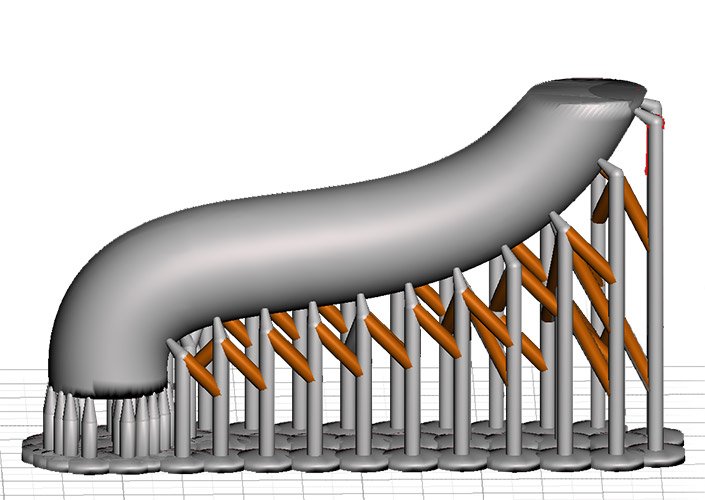
Such connections among supports greatly reduce chances of support failures. This technique will produce stiffer set of base and secondary supports that are less prone to breakage and failures. However, that also leads to higher consumption of resin.
5. Consider SLA UV resin properties
Resin choice is an important subject here as well. We learned that if you are trying to obtain details of an object with as low number of supports as possible, harder resins work better. Such resins like our AMD-3 LED is specifically designed for 3D printing models with intricate details, which require careful and small-tipped supports. Harder SLA 3D printing resins do not flex severely during layer separation action from FEP film. Such rigidity ensures that even the tiniest features of the model will be preserved.

On the other hand, resins that have flexibility properties might require different tactics. Such resins work best with more supports and thicker tips in order to compensate their flexibility during 3D printing. Moreover, if you couple that with interconnected supports, you can obtain decent success rate with outstanding printing quality.

6. High quality FEP
Last, but not least is condition of your FEP film. We learned that new and fresh FEP film performs better than the one which has been used for a while. If you started to see unexpected failures, when you expected easy 3D printing session, consider checking your FEP film. If it is highly scratched, foggy or warped, go ahead and get yourself a new one. Also remember to take care of your FEP by using silicon spatula and avoid any sharp tools. We have various FEP sheets for both small and large resin printers in our shop.

Final words
Remember that the highest resin consumer is failure and not when you add some “extra” safety measures like supports to avoid it. Would you like to add something else to this list? Share in the comments bellow.
And if you have some spare time, check out check our shop and other blog posts:
- Experiment: 3D Printing Supports that Work
- Can IPA cause cracks on my 3D prints?
- How to Make Jewellery with Silicone Mold
- How to design parts for SLA 3D Printing
- Attachment Layer in SLA 3D printing: what you need to know
- 10 reasons why you get unexpected horizontal lines on your 3D printed parts
- Case Study: 3D printed button for Porsche steering wheel
